Kamerová kontrola optiky automobilových světlometů
Světlomety musí splňovat fotometrické parametry dle předpisu EHK OSN. Navrhujeme kontrolní pracoviště pro plastové čočky i světlovody — přímo v sériové výrobní lince, s databází výsledků a QR trasovatelností.
Kontrola plastových čoček světlometů
Fotometrické parametry světlometu ovlivňuje jak zdroj světla (LED), tak použitá plastová čočka. Obě složky je nutné kontrolovat v sériové výrobě.
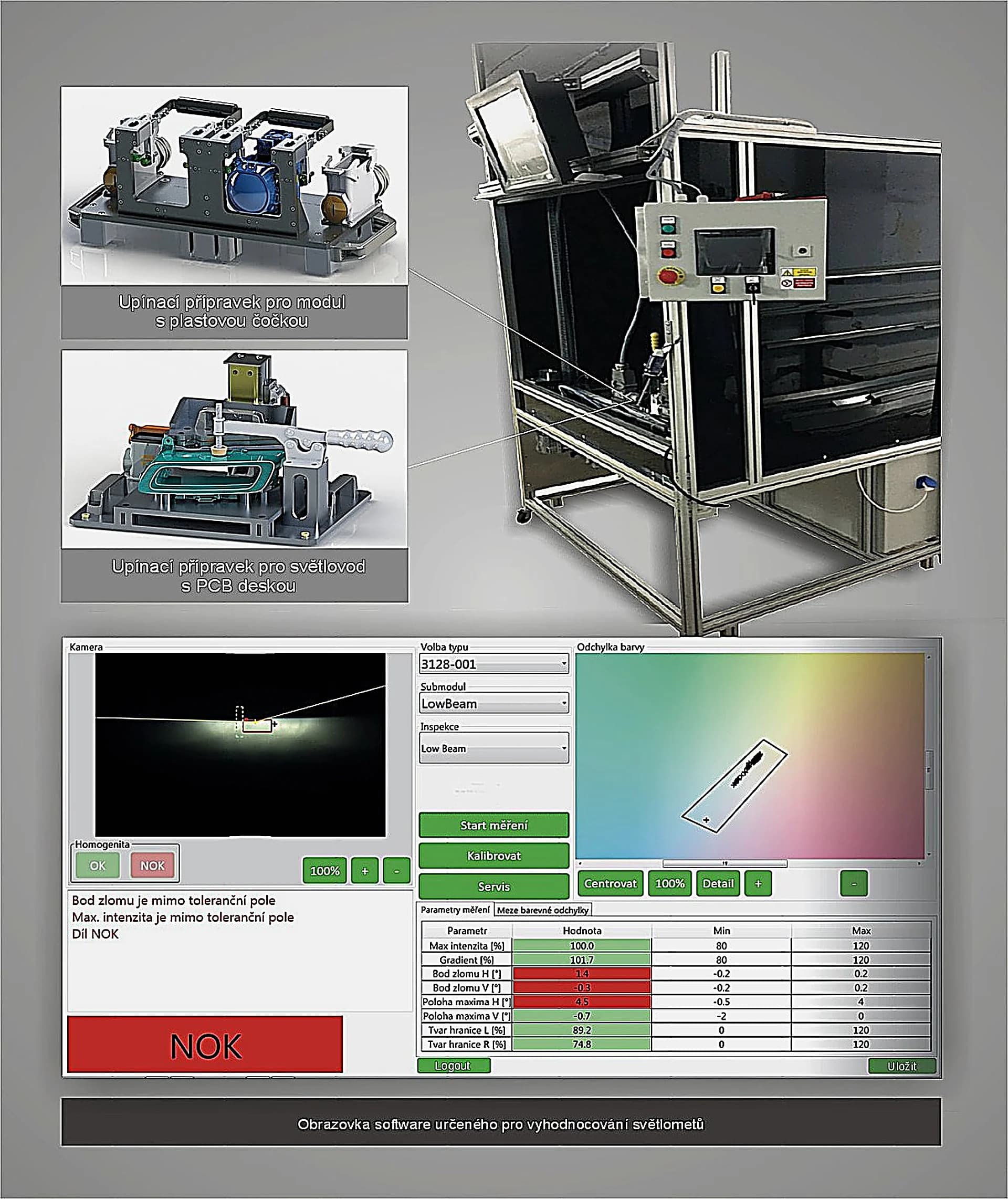
Při sériové výrobě plastových čoček není možné kontrolovat fotometrické parametry pomocí fotometrické komory s projekční stěnou ve vzdálenosti 25 m. Do výrobní linky jsou proto zařazena kontrolní pracoviště, ve kterých je pomocí projekční spojné čočky promítán obraz světla na projekční stěnu ve vzdálenosti cca 1 m od čočky.
Kamera snímá obraz z projekční stěny a systém vyhodnocuje intenzitu, bod zlomu, gradient rozhraní a barvu. Jedná se o poměrové měření — naměřené hodnoty se srovnávají s hodnotami etalonu. Výsledky se ukládají do databáze a ke každému dílu se tiskne QR štítek.
Správná osvětlovací geometrie a algoritmus vyhodnocení jsou klíčové pro spolehlivé výsledky na produkčních dílech — ne pouze na laboratorních vzorcích. Tato úzká specializace vyžaduje kombinaci optického know-how a zkušenosti s reálným výrobním prostředím.
Software kamerového vyhodnocení a HMI řídicího systému pracoviště.
Tři metody kontroly světlovodičů
Kontrola světlovodičů je možná třemi způsoby s různou úrovní přesnosti, automatizace a pořizovacích nákladů. Volba metody závisí na objemu výroby a požadovaném stupni automatizace.
Kamerový systém
Nejkomplexnější z metod. Systém měří intenzitu a barvu z celé rozsvícené plochy světlovodiče. Výsledky se ukládají do databáze a ke každému dílu se tiskne štítek s QR kódem. Jedná se o poměrové měření — naměřené hodnoty se srovnávají s hodnotami etalonu.
- ▸Intenzita + barva z celé plochy
- ▸Databáze výsledků s časovým razítkem
- ▸QR štítek ke každému dílu
- ▸Poměrové měření vůči etalonu
Luxmetr s komunikací do PLC
Luxmetr měří intenzitu pouze malé části světlovodiče. Pro měření jednoho světlovodiče lze použít více luxmetrů. Řídicí PLC vyhodnocuje naměřené hodnoty a signalizuje obsluze výsledek OK nebo NOK.
- ▸Vhodné pro menší série
- ▸PLC vyhodnocuje OK/NOK
- ▸Možnost více luxmetrů na jeden díl
Luxmetr s odečtem obsluhou
Obsluha čte výsledky měření z displeje luxmetru a vyhodnocuje OK a NOK kus. Výsledek vyhodnocení může být zatížen chybou lidského faktoru.
- ▸Nejnižší pořizovací náklady
- ▸Vhodné pro nízkoobjemovou výrobu
Výsledek může být zatížen chybou lidského faktoru.
Databáze výsledků + QR trasovatelnost
Automotive výroba vyžaduje úplnou trasovatelnost každého dílu. Kamerový systém zajišťuje evidenci výsledku kontroly od změření po expedici.
Každé měření se ukládá do databáze výsledků s časovým razítkem a identifikací dílu. Přístup k historii kdykoli.
Ke každému dílu se vytiskne štítek s QR kódem — kompletní zpětná trasovatelnost výsledku kontroly ke konkrétnímu kusu.
Systém srovnává naměřené hodnoty s hodnotami etalonu. Výsledek OK/NOK je objektivní a opakovatelný — nezávislý na operátorovi.
Proč zvolit NOVY machines
Kontrola plastových čoček a světlovodičů v automotive taktu vyžaduje kombinaci optického know-how, kamerového systému a správně navržené osvětlovací geometrie. Na tuto specializaci se dlouhodobě zaměřujeme.
Kompletní zdrojové kódy PLC i HMI a projektová dokumentace (ePlan) jsou součástí dodávky. Váš tým nebo libovolný jiný integrátor může kdykoli zasáhnout bez naší asistence.
Factory Acceptance Test probíhá přímo u nás před expedicí — na reálných výrobních dílech, ne na laboratorních vzorcích. Přebíráte funkční systém.
Každé měření uložené v databázi s časovým razítkem a identifikací dílu. QR štítek umožňuje zpětnou trasovatelnost výsledku kontroly ke konkrétnímu kusu.
Poptat kontrolní pracoviště
Popište nám vaši aplikaci — typ optického dílu, objem výroby, požadovanou metodu. Zpracujeme technický rozbor.
Raději napřímo? otakar.novy@novymachines.cz · 603 271 925