Machine-vision inspection of automotive headlight optics
Headlights must meet the photometric parameters of the UN ECE regulation. We design inspection workstations for plastic lenses and light guides — directly in the series production line, with a results database and QR traceability.
Inspection of headlight plastic lenses
The photometric parameters of a headlight are affected by both the light source (LED) and the plastic lens used. Both elements must be inspected in series production.
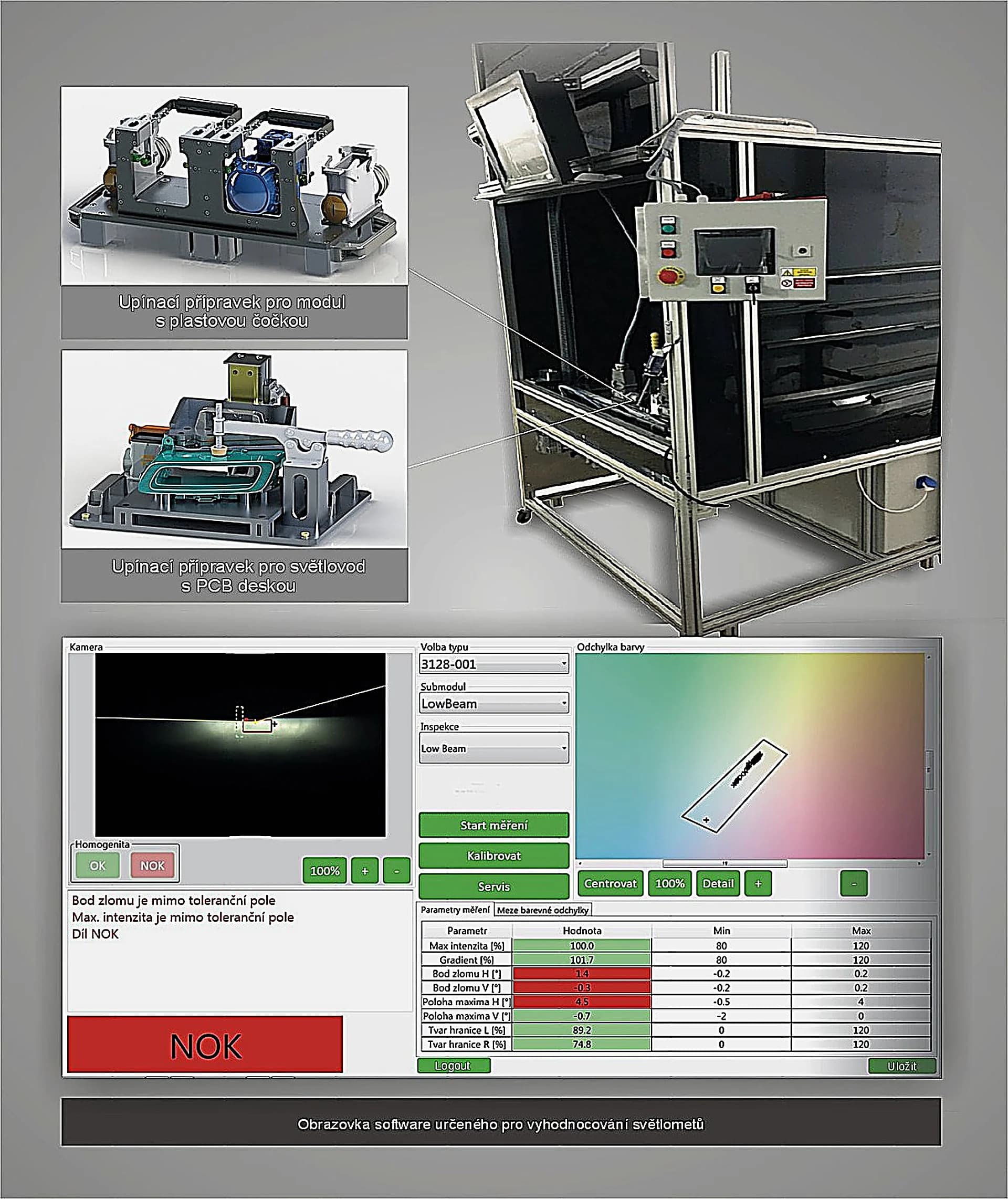
In the series production of plastic lenses, it is not possible to inspect the photometric parameters using a photometric chamber with a projection screen at a distance of 25 m. Inspection workstations are therefore integrated into the production line, in which a projection converging lens projects the image of the light onto a projection screen at a distance of approximately 1 m from the lens.
A camera captures the image from the projection screen and the system evaluates intensity, the cut-off line, the interface gradient and colour. This is a ratiometric measurement — the measured values are compared against the values of the reference master. The results are stored in a database and a QR label is printed for each part.
The correct illumination geometry and evaluation algorithm are key to reliable results on production parts — not only on laboratory samples. This narrow specialisation requires a combination of optical know-how and experience with a real production environment.
Machine-vision evaluation software and the HMI of the workstation control system.
Three methods of light-guide inspection
Light guides can be inspected in three ways with varying levels of accuracy, automation and acquisition cost. The choice of method depends on production volume and the required degree of automation.
Machine-vision system
The most comprehensive of the methods. The system measures intensity and colour across the entire illuminated area of the light guide. The results are stored in a database and a label with a QR code is printed for each part. This is a ratiometric measurement — the measured values are compared against the values of the reference master.
- ▸Intensity + colour across the whole area
- ▸Results database with a time stamp
- ▸QR label for each part
- ▸Ratiometric measurement against a reference master
Lux meter with PLC communication
The lux meter measures the intensity of only a small part of the light guide. Several lux meters can be used to measure a single light guide. The control PLC evaluates the measured values and signals the OK or NOK result to the operator.
- ▸Suitable for smaller series
- ▸PLC evaluates OK/NOK
- ▸Option of several lux meters per part
Lux meter with operator readout
The operator reads the measurement results from the lux meter display and evaluates the OK and NOK part. The evaluation result may be affected by human-factor error.
- ▸Lowest acquisition cost
- ▸Suitable for low-volume production
The result may be affected by human-factor error.
Results database + QR traceability
Automotive production requires full traceability of every part. The machine-vision system records the inspection result from measurement to dispatch.
Every measurement is stored in a results database with a time stamp and part identification. Access to the history at any time.
A label with a QR code is printed for each part — complete back-traceability of the inspection result to the specific item.
The system compares the measured values against the values of the reference master. The OK/NOK result is objective and repeatable — independent of the operator.
Why choose NOVY machines
Inspecting plastic lenses and light guides at automotive cycle time requires a combination of optical know-how, a machine-vision system and correctly designed illumination geometry. We have a long-term focus on this specialisation.
The complete PLC and HMI source code and the project documentation (EPLAN) are part of the delivery. Your team or any other integrator can intervene at any time without our assistance.
The Factory Acceptance Test takes place at our works before dispatch — on real production parts, not laboratory samples. You take over a functional system.
Every measurement stored in a database with a time stamp and part identification. The QR label enables back-traceability of the inspection result to the specific item.
Request an inspection workstation
Describe your application to us — type of optical part, production volume, required method. We will prepare a technical analysis.
Prefer to reach us directly? otakar.novy@novymachines.cz · 603 271 925